









PHÂN TÍCH HƯ HỎNG VÒNG BI GIÚP BẠN TRÁNH ĐƯỢC CÁC HỎNG HÓC LẶP LẠI NÂNG NAO NĂNG XUẤT LÀM VIỆC CỦA VÒNG BI.
Có thể xác định các dạng hư hỏng và nguyên nhân gây ra hư hỏng ổ lăn là bước đầu tiên để tránh các hỏng hóc lặp lại và nâng cao độ tin cậy của máy móc.
Vòng bi là một trong những yếu tố phổ biến nhất trong máy móc công nghiệp hiện đại. Chúng kết nối phần quay (trục) với phần đứng yên (vỏ) với ma sát tối thiểu. Chúng cho phép vận hành trơn tru các loại máy móc khác nhau, từ ô tô và máy bay đến máy phát điện, băng tải, máy in và bất kỳ loại máy móc hoặc thiết bị nào quay vòng.
Những người làm việc với máy móc công nghiệp sẽ hiểu rõ hơn về cách chúng hoạt động và cách chúng đôi khi hỏng hóc sớm khi vận hành.
Với ý nghĩ này, Tổ chức Tiêu chuẩn hóa Quốc tế (ISO) đã xuất bản ISO 15243, một tiêu chuẩn cung cấp sự phân loại các dạng hư hỏng khác nhau xảy ra trong ổ trục phần tử lăn. Đối với mỗi chế độ hư hỏng, tiêu chuẩn mô tả các đặc điểm, hình thức bên ngoài và các nguyên nhân có thể gây ra hư hỏng. Phiên bản gần đây nhất của tiêu chuẩn đã được xuất bản vào năm 2017.
Cũng như hiểu các đặc điểm và sự xuất hiện của một chế độ hỏng hóc, điều quan trọng là phải hiểu nguyên nhân gây ra lỗi. Với sự hiểu biết này, các khuyến nghị về các hành động khắc phục để giúp tránh thất bại trong tương lai có thể được thực hiện. Tất nhiên, nếu vòng bi chạy đến hỏng hóc và xảy ra hiện tượng co giật, thì có thể không xác định được nguyên nhân và dạng hỏng hóc.
Ở đây chúng tôi cung cấp tóm tắt về các chế độ lỗi ISO đối với ổ lăn cũng như nguyên nhân của chúng. Nhưng trước tiên một số thông tin cơ bản.
Những điều cơ bản về vòng bi
Vòng bi phần tử lăn là các phần tử máy có độ chính xác cao được làm bằng thép chịu lực có độ cứng cao và trong nhiều trường hợp hơn hiện nay là các phần tử lăn bằng gốm. Vòng bi bao gồm các vòng trong và vòng ngoài, bi hoặc con lăn và một lồng và, tùy ý, được đậy bằng con dấu hoặc tấm chắn. Hình 1 mô tả các bộ phận chung của ổ lăn. Vòng bi có nắp được nhà sản xuất đổ đầy dầu mỡ. Bôi trơn, mỡ hoặc dầu là rất quan trọng đối với sự phát triển của độ dày màng bôi trơn cần thiết để tách các phần tử lăn và rãnh. Vòng bi phải được chọn riêng cho máy, được lắp và lắp đặt đúng cách, được bôi trơn tốt và không bị nhiễm bẩn. Hiểu đúng về hình dạng bên trong của ổ trục và cách thức hoạt động của ổ trục là rất quan trọng khi tìm kiếm các dấu hiệu hư hỏng.
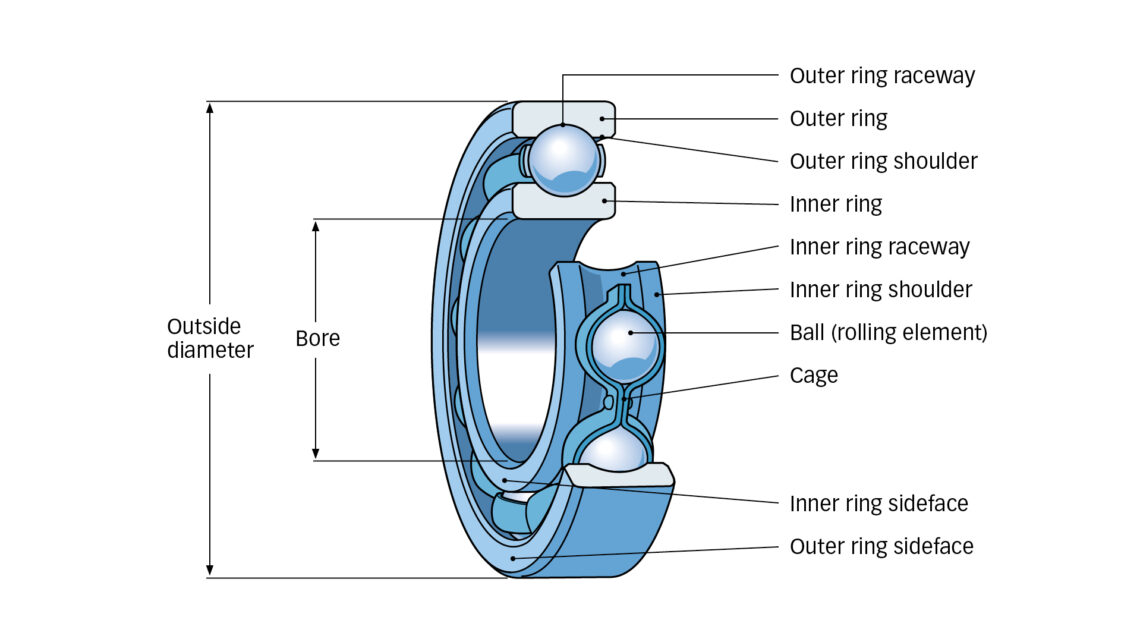
Hình 1: Thuật ngữ vòng bi – ổ bi rãnh sâu.
So sánh các dạng tải trọng mương của một ổ trục được đưa ra khỏi hoạt động với các dạng tải của một ổ trục đã hoạt động tốt có thể hữu ích để hiểu nguyên nhân của hư hỏng ổ trục. Điều quan trọng nữa là phải chú ý đến các vòng bi giả. Vòng bi giả thường có tuổi thọ ngắn hơn vòng bi do nhà sản xuất vòng bi có uy tín sản xuất.
Các nguyên nhân hỏng vòng bi
Điều gì ngăn một ổ trục hoạt động chính xác và sau đó dẫn đến hỏng hóc?
Có nhiều câu trả lời khác nhau cho câu hỏi này, tùy thuộc vào người bạn hỏi. SKF thực hiện nhiều cuộc điều tra kiểm tra ổ trục và phân tích hư hỏng cho khách hàng và cho nghiên cứu của riêng chúng tôi. SKF ghi lại các cuộc điều tra trong một phần mềm dựa trên đám mây – Công cụ Báo cáo Phân tích Vòng bi (BART). Các lý do khiến vòng bi bị loại bỏ khỏi hoạt động và nguyên nhân loại bỏ vòng bi được theo dõi, cùng với điểm số của các dữ liệu khác. Với dữ liệu này, SKF có thể đưa ra một số câu trả lời cho câu hỏi: Tại sao vòng bi ngừng hoạt động?
Dữ liệu cho thấy rằng hầu hết các vòng bi bị loại bỏ khỏi hoạt động vì độ rung và tiếng ồn quá mức. Vòng bi cũng bị loại bỏ khỏi hoạt động khi tiến hành bảo dưỡng máy móc hoặc khi nhiệt độ quá cao (hình 2).
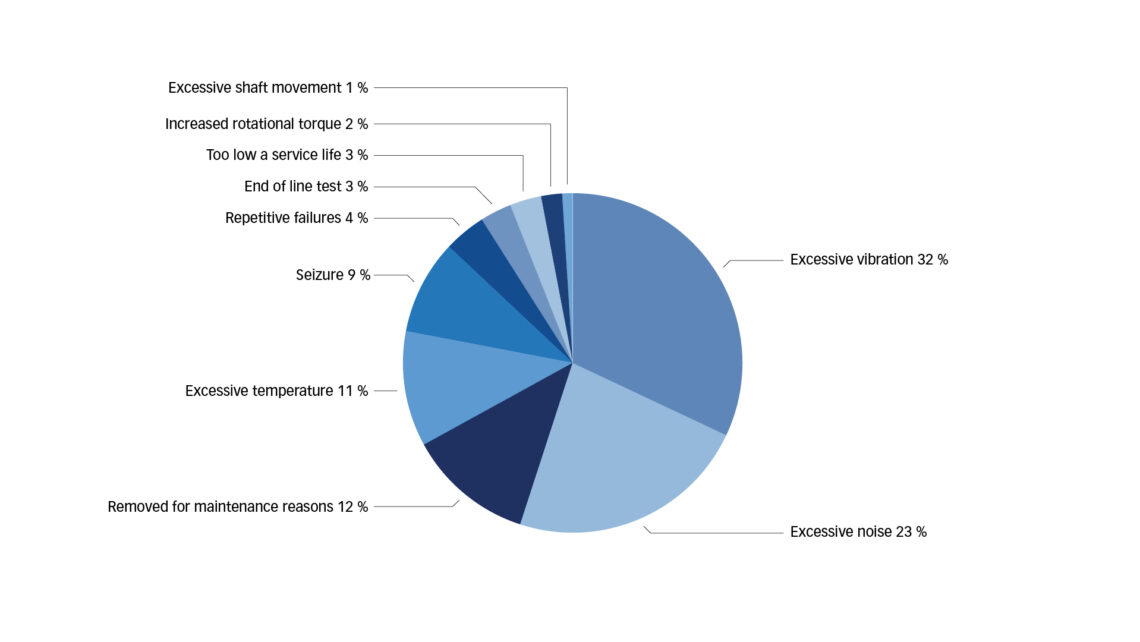
Hình 2: Những lý do hàng đầu khiến vòng bi bị loại bỏ khỏi hoạt động.
Nguyên nhân hỏng vòng bi phổ biến nhất là do bôi trơn và nhiễm bẩn (hình 3). Nguyên nhân bôi trơn có thể là thiếu chất bôi trơn, chất bôi trơn sai, độ ẩm hoặc các chất lỏng khác trong chất bôi trơn, chất bôi trơn bị xuống cấp, v.v. Nguyên nhân gây ô nhiễm có thể là nhiễm bẩn hạt được đưa vào trong quá trình lắp ráp hoặc bảo dưỡng, nhiễm bẩn hạt do mài mòn các bộ phận máy móc (bánh răng , ví dụ), làm kín không hiệu quả, không đủ lọc, v.v … Hư hỏng vòng bi cũng có thể do sử dụng sai (ứng dụng) của vòng bi hoặc lắp (giao diện) kém và xử lý sai vòng bi.
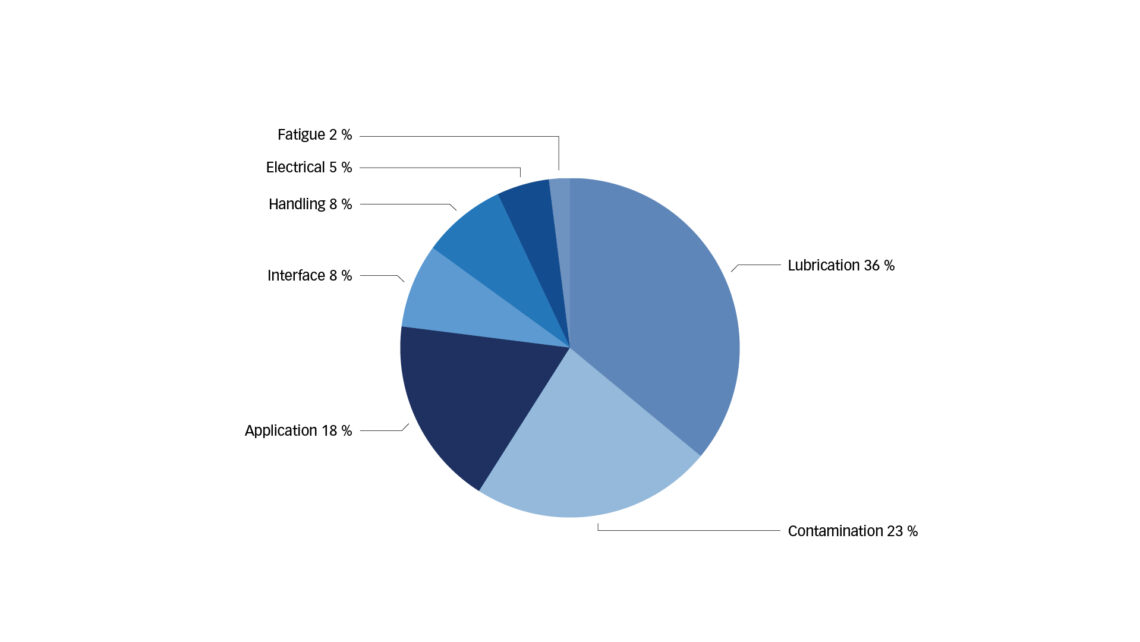
Hình 3: Các nguyên nhân phổ biến gây hư hỏng ổ trục. 1
ISO 15243 phân loại chế độ hỏng hóc trong quá trình vận hành ổ trục
ISO 15243: 2017 [Tham khảo. 1] phân loại các chế độ hỏng hóc xảy ra trong khi ổ trục được lắp đặt trong tài sản / máy móc và trong quá trình vận hành, có nghĩa là nó không bao gồm các khuyết tật dạng sản xuất chẳng hạn như các bộ phận bị thiếu. Các chế độ lỗi ISO được chia thành sáu loại: mỏi do tiếp xúc lăn, mòn, ăn mòn, xói mòn điện, biến dạng dẻo và nứt và gãy (hình 4). Mỗi trong số này được chia thành các danh mục phụ để phân loại cụ thể hơn các chế độ lỗi.
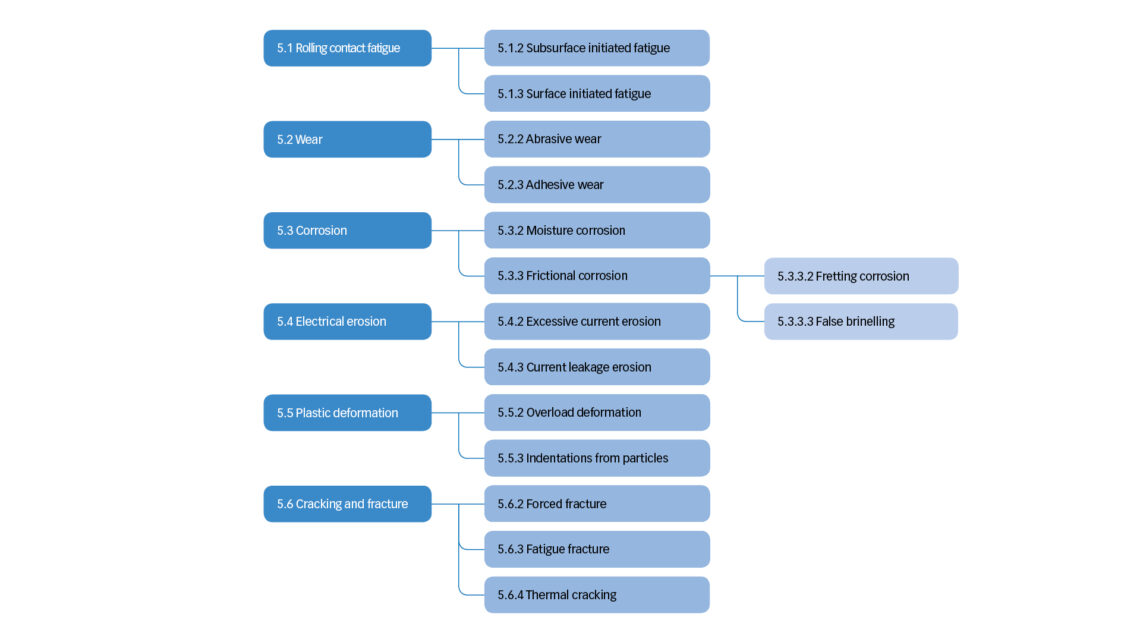
Hình 4: Phân loại chế độ lỗi ISO 15243: 2017.
Sáu phân loại được mô tả như sau:
Độ mỏi khi tiếp xúc lăn (ISO 5.1)
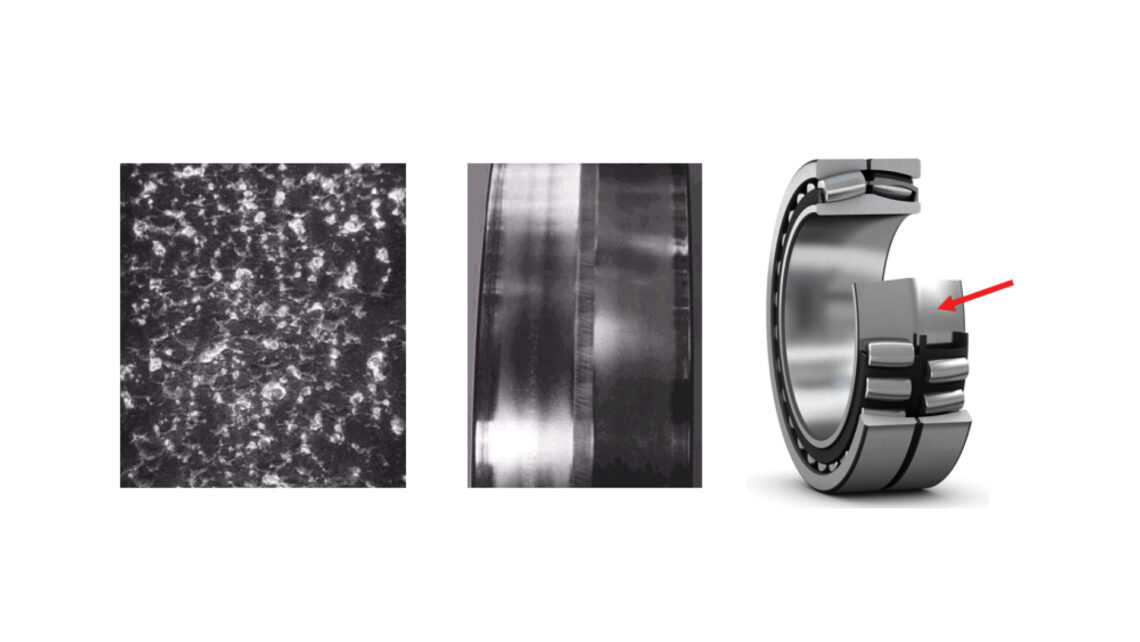
Mệt mỏi do tiếp xúc lăn được phân loại thành hai loại phụ: mỏi do bề mặt bắt đầu và mỏi do bề mặt bắt đầu. Hiện tượng mỏi bắt đầu dưới bề mặt (ISO 5.1.2) (hình 5) là do tải trọng theo chu kỳ của các bề mặt tiếp xúc lăn, theo thời gian gây ra sự thay đổi cấu trúc vật liệu nơi bắt đầu xuất hiện các vết nứt nhỏ. Các vết nứt siêu nhỏ phát triển bên dưới bề mặt, thường nằm trong vật liệu và lan truyền lên bề mặt dưới dạng các hạt nhỏ. Độ mỏi bị ảnh hưởng bởi chất lượng ổ trục, tải trọng tác dụng, bôi trơn và độ sạch. Điều này tương tự như tuổi thọ đánh giá vòng bi, L 10mh. Hiện tượng mỏi dưới bề mặt có thể được tăng tốc nếu ổ trục chịu ứng suất cao do quá tải tạm thời hoặc một sự kiện khác làm yếu vật liệu. Trong những trường hợp này, thời gian mệt mỏi ngắn (5% đến 10% L 10mh ). Độ mỏi do bề mặt bắt đầu (ISO 5.1.3) (hình 6) là hiện tượng mỏi bắt đầu trên bề mặt cán và thường gây ra hiện tượng biến dạng bề mặt do bôi trơn kém hoặc độ sạch kém. Màng bôi trơn không đủ và sự nhiễm bẩn chất rắn phủ quá nhiều có thể dẫn đến sự tiếp xúc giữa kim loại với kim loại, khiến bề mặt không bị cắt xén lẫn nhau. Sau đó có thể xảy ra các vết nứt nhỏ, tiếp theo là các vết nứt nhỏ và cuối cùng là hiện tượng mỏi bề mặt.

Hình 5: Hiện tượng mỏi bắt đầu dưới bề mặt (mũi tên màu đỏ cho biết vị trí trên ổ trục có thể quan sát thấy hư hỏng cho hình này).
Hình 6: Mệt mỏi do bề mặt bắt đầu.
Mang (ISO 5.2)
Hạng mục tiếp theo là mặc. ISO phân loại mài mòn thành hai loại phụ: mài mòn và mài mòn dính. Mài mòn (ISO 5.2.2) (hình 7) là sự loại bỏ dần dần của vật liệu, thường là khi vật liệu mài mòn có một chất gây ô nhiễm dạng hạt như vậy. Sự mài mòn cũng có thể xảy ra do không được bôi trơn đầy đủ. Sự mài mòn nói chung được đặc trưng bởi sự xuất hiện xỉn màu của các bề mặt. Sự mài mòn là một quá trình thoái hóa mà cuối cùng có thể phá hủy hình dạng vi mô của các bề mặt lăn của ổ trục. Các hạt mài mòn có thể nhanh chóng làm mòn rãnh của các vòng và các phần tử lăn cũng như các túi lồng. Sự mài mòn có thể được gây ra bởi sự xâm nhập của vật liệu bị ô nhiễm vào chất bôi trơn và ổ trục và sự thiếu hụt chất bôi trơn trong phần tiếp xúc lăn.

Hình 7: Sự mài mòn do chất bôi trơn bị đói trong ổ trục được bôi trơn bằng mỡ.
Mòn bám dính (ISO 5.2.3) (hình 8) xảy ra khi hai thành phần trong ổ trượt trượt vào nhau, gây ra sự truyền vật liệu từ bề mặt này sang bề mặt khác và nhiệt ma sát tương ứng. Điều này có thể gây ra hiện tượng ủ hoặc đóng rắn lại vật liệu. Mòn bám dính xuất hiện dưới dạng nhòe (trượt, kêu to) khi ổ trục được tải quá nhẹ và trong trường hợp ổ trục hướng tâm nơi phần tử lăn chịu gia tốc cao khi đi vào vùng chịu tải của ổ trục. Điều này cũng có thể xảy ra với các ổ bi tiếp xúc góc hoạt động ở tốc độ cao với tải trọng quá nhẹ và khe hở quá mức.
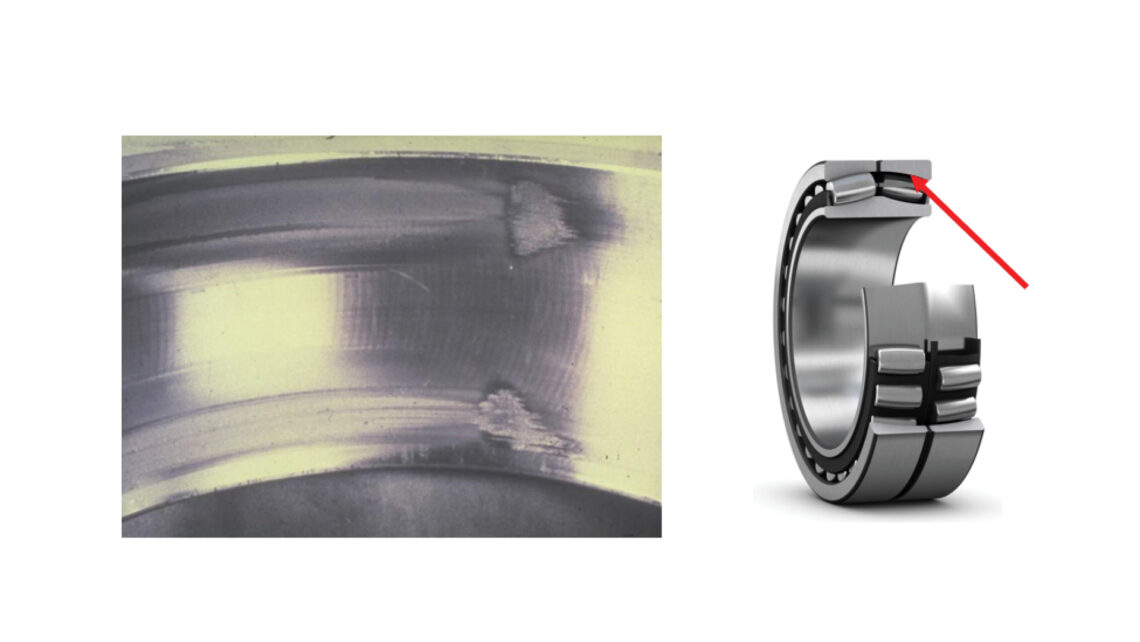
Hình 8: Độ mòn của chất kết dính (trượt).
Ăn mòn (ISO 5.3)
Loại tiếp theo, ăn mòn, được phân thành ba loại: ăn mòn do ẩm, ăn mòn do ma sát và ngâm nước muối giả. Ăn mòn do ẩm (5.3.2) (hình 9) là một vấn đề cổ điển của sự xâm nhập hơi ẩm vào ổ trục. Vật liệu chịu lực có độ cứng cao có khả năng chống ăn mòn thấp. Độ ẩm sẽ gây ra hư hỏng trên các khoảng cách của phần tử lăn khi ổ trục ở trạng thái dừng. Sự suy giảm bề mặt có thể dẫn đến hiện tượng mỏi bề mặt trong quá trình vận hành tiếp theo. Độ ẩm làm suy giảm đáng kể khả năng phát triển độ dày màng của chất bôi trơn trong ổ trục đang hoạt động. Ăn mòn khó chịu (ISO 5.3.3.2)(Hình 10) xảy ra khi có các chuyển động vi mô trong mặt phân cách giữa các bề mặt giao phối, chẳng hạn như giữa vòng trong của ổ trục và trục và vòng ngoài ổ trục và vỏ. Điều này có thể do việc lắp ổ trục trên trục hoặc trong vỏ không chính xác, tùy thuộc vào tải trọng tác dụng. Ví dụ, một ổ trục có vòng trong quay và tải trọng tác dụng ổn định yêu cầu sự phù hợp nhiễu tối thiểu nhất định của vòng trong của nó trên trục để tránh ăn mòn khó chịu. Tương tự như vậy, ổ trục có vòng trong quay và tải trọng vòng trong tác dụng quay yêu cầu phải có sự phù hợp can thiệp nhất định của vòng ngoài ổ trục trong vỏ để tránh ăn mòn khó chịu. Sự ăn mòn đáng tiếc xuất hiện như một quá trình oxy hóa màu đỏ / hơi đen trong bề mặt. Ngâm nước muối sai (ISO 5.3.3.3)(Hình 11) xảy ra ở khu vực tiếp xúc giữa các phần tử lăn và mương chịu chuyển động dao động nhỏ hoặc rung động. Sự mài mòn xảy ra trên các khoảng cách của phần tử lăn. Sự mài mòn làm mất đi lớp hoàn thiện sản xuất ban đầu của các bề mặt và cũng có thể gây ra hiện tượng oxy hóa đỏ / đen trên bề mặt, tương tự như hiện tượng ăn mòn khó chịu. Mức độ mòn phụ thuộc vào cường độ của tải trọng tác dụng, cường độ của dao động và rung động và các điều kiện bôi trơn.

Hình 9: Ăn mòn do ẩm.

Hình 10: Sự ăn mòn đáng tiếc.
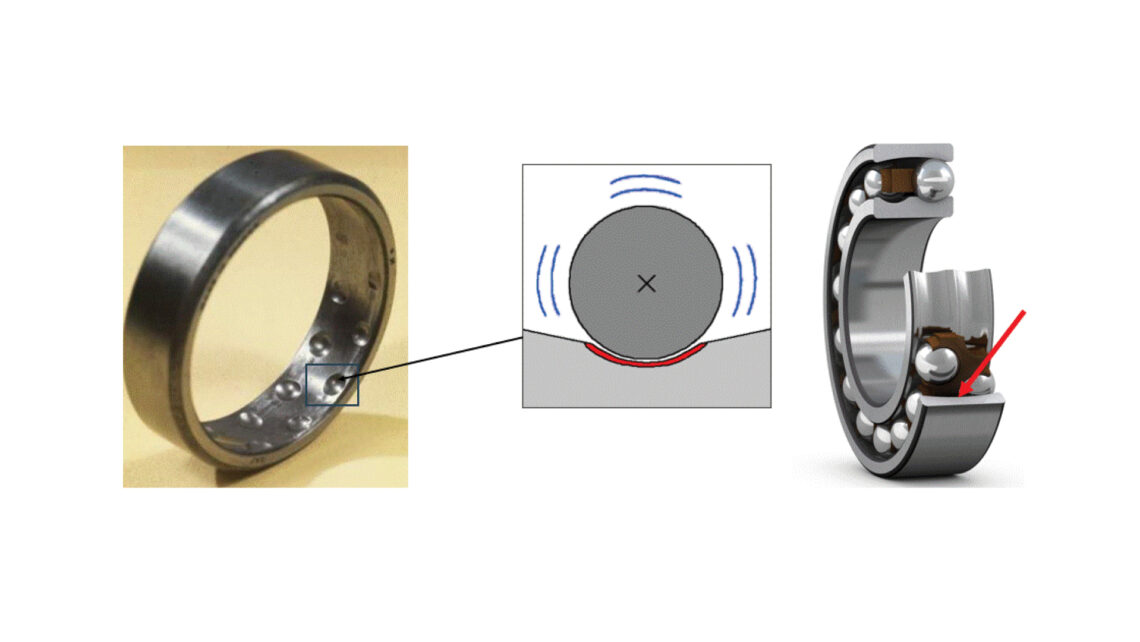
hình. 11: Cách ngâm nước muối sai.
Xói mòn điện (ISO 5.4)
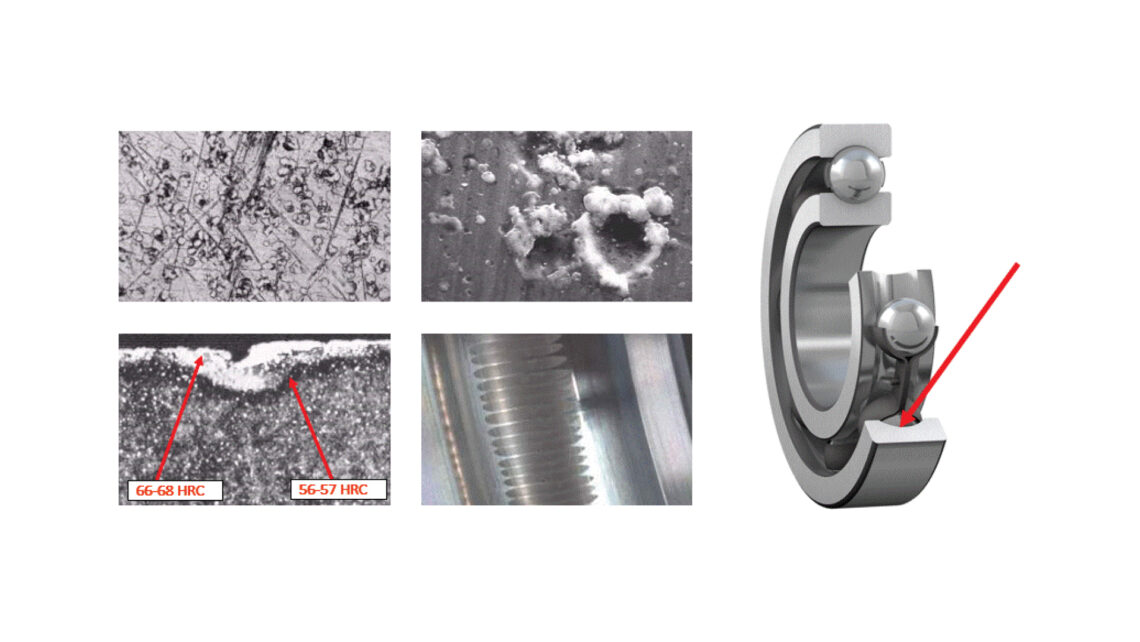
Có hai cách phân loại xói mòn điện: xói mòn do dòng điện quá mức và xói mòn do rò rỉ dòng điện. Xói mòn dòng điện quá mức (ISO 5.4.2)(Hình 12) xảy ra khi dòng điện đi qua một vòng chịu lực, qua các phần tử lăn và qua vòng chịu lực khác. Tại các bề mặt tiếp xúc, quá trình này tương tự như hàn hồ quang điện (mật độ dòng điện cao trên bề mặt tiếp xúc nhỏ). Vật liệu được nung ở nhiệt độ khác nhau, từ ủ đến mức nóng chảy. Điều này dẫn đến sự xuất hiện của các khu vực đổi màu có kích thước khác nhau, nơi vật liệu đã được tôi luyện, nung lại hoặc nấu chảy. Miệng núi lửa hình thành nơi vật liệu bị tan chảy và do đó bị vỡ ra do ổ trục quay. Vật liệu thừa bị mòn đi. Xói mòn dòng điện quá mức có thể do sét đánh vào máy móc, khi sửa chữa mối hàn trên máy móc với thiết bị hàn nối đất không đúng cách, v.v … Xói mòn do rò rỉ dòng điện (ISO 5.4.3)(Hình 13) xảy ra khi dòng điện có cường độ thấp đi qua ổ trục. Thiệt hại thường là những miệng hố nhỏ nằm gần nhau, và một mẫu bàn chải / màu xám xuất hiện theo thời gian. Các phần tử cán có thể có màu xám, xỉn và chất bôi trơn có thể bị đổi màu. Mức độ thiệt hại phụ thuộc vào cường độ dòng điện, thời gian, tải trọng, tốc độ và chất bôi trơn. Xói mòn do rò rỉ dòng điện thường gặp ở các động cơ điện có dòng đi lạc khi trục không được nối đất đúng cách và động cơ được điều khiển bằng bộ truyền động tần số thay đổi.

Hình 12: Hiện tượng xói mòn quá mức.
Hình 13: Xói mòn do rò rỉ hiện tại.
Một giải pháp để ngăn ngừa hư hỏng kiểu ăn mòn do điện là sử dụng vòng bi có lớp phủ cách điện (SKF INSOCOAT) hoặc vòng bi lai với các phần tử lăn bằng gốm.
Biến dạng dẻo (5.5)
ISO phân loại biến dạng dẻo thành hai loại: biến dạng quá tải và lõm vào từ các hạt. Biến dạng quá tải (ISO 5.5.2) (hình 14) là hư hỏng cơ học do quá tải tĩnh gây ra như do xử lý không đúng cách (ổ trục rơi từ độ cao), lắp không đúng cách (đóng búa vào ổ trục), tải trọng cao nhất do vận hành máy móc, v.v. Nó có thể tự biểu hiện như vết lõm của rãnh hoặc vết lõm trên khoảng cách giữa các phần tử lăn, hư hỏng lồng, vòng đệm và tấm chắn, v.v. Các vết lõm từ các hạt (ISO 5.5.3)(hình 15) xảy ra khi các chất bẩn hoặc mảnh vụn dạng hạt rắn bị đè lên trong vùng tiếp xúc lăn của ổ trục, do đó gây ra các vết lõm (biến dạng) trong rãnh và các phần tử lăn. Kích thước, loại và độ cứng của các hạt ảnh hưởng đến phạm vi thiệt hại. Vết lõm tiếp theo có thể dẫn đến hiện tượng mỏi bề mặt (ISO 5.1.3).

Hình 14: Biến dạng quá tải.

Hình 15: Các vết lõm từ các hạt.
Nứt và gãy (ISO 5.6)
Loại ISO cuối cùng là nứt và gãy. Nó được phân thành ba loại: đứt gãy cưỡng bức, nứt gãy do mỏi và nứt gãy nhiệt. Đứt gãy cưỡng bức (ISO 5.6.2) (hình 16) là kết quả khi ứng suất vượt quá độ bền kéo của vật liệu. Các nguyên nhân phổ biến gây ra đứt gãy cưỡng bức là ứng suất vòng đệm quá cao từ việc lắp ổ trục trên trục có khớp nối bị nhiễu quá mức hoặc dẫn động ổ trục có lỗ khoan côn quá xa so với chỗ ngồi hoặc ống lắp trục côn của nó. Gãy do mỏi (ISO 5.6.3)(Hình 17) xảy ra khi độ bền mỏi của vật liệu bị vượt quá khi uốn theo chu kỳ. Sự uốn cong lặp đi lặp lại gây ra một vết nứt truyền qua vòng hoặc lồng. Điều này có thể xảy ra trong ổ trục nếu nó phải chịu tải trọng lớn và vỏ đỡ không cung cấp độ cứng đồng nhất, làm cho vòng ngoài chịu ứng suất cao theo chu kỳ. Nứt nhiệt (ISO 5.6.4) (hình 18) xảy ra khi hai bề mặt trượt vào nhau, tạo ra nhiệt ma sát. Nếu sự trượt là đáng kể, sự đóng cặn cục bộ của các bề mặt kết hợp với sự phát triển của ứng suất kéo dư cao sẽ gây ra các vết nứt, thường là các vết nứt vuông góc với hướng trượt. Nứt nhiệt có thể xảy ra nếu một vỏ cố định, chẳng hạn, tiếp xúc với vòng ổ trục quay.
Hình 16: Đứt gãy cưỡng bức.
Hình 17: Gãy do mỏi.

Hình 18: Vết nứt do nhiệt.
Mô tả kỹ hơn về các chế độ và nguyên nhân hỏng ổ trục có thể được tìm thấy trong Tài liệu tham khảo 2.
Hãy nhớ rằng chất bôi trơn (dầu hoặc mỡ) từ bên trong ổ trục bị hư hỏng cũng có thể cung cấp thông tin chi tiết trong quá trình điều tra ổ trục. Nên lấy mẫu chất bôi trơn để so sánh với mẫu mới. Phân tích chất bôi trơn có thể được thực hiện để xem xét hàm lượng ô nhiễm hạt và độ ẩm, thay đổi độ nhớt, thay đổi độ đặc của dầu mỡ, v.v.
Việc kiểm tra các vòng đệm hoặc tấm chắn của ổ trục và các thành phần khác như ống bọc cũng có thể mang lại nhiều thông tin.
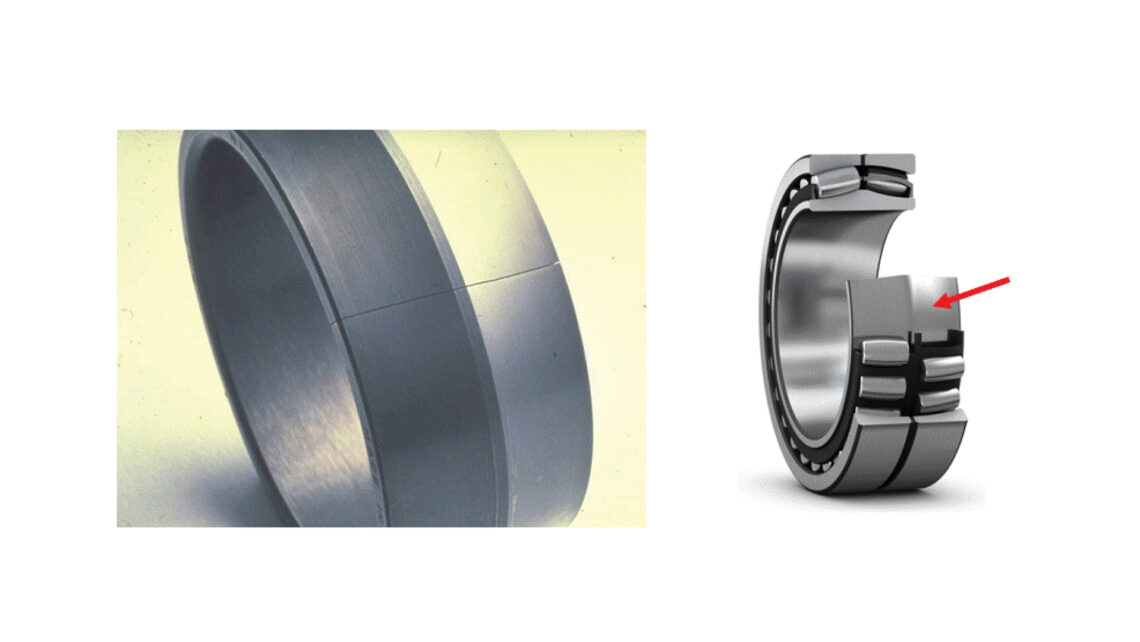
Có thể sử dụng các kỹ thuật bảo trì dự đoán hoặc bảo trì dựa trên điều kiện như phân tích rung động, nhiệt kế, phân tích dầu, v.v., để phát hiện lỗi trước khi xảy ra hư hỏng nặng của ổ trục và cũng có thể xảy ra hư hỏng có thể xảy ra đối với tài sản mà ổ trục đang vận hành. Điều này có thể cho phép cải thiện việc xác định chế độ lỗi. Loại bỏ các vòng bi có kích thước lớn hơn (lỗ> 200 mm) khỏi hoạt động trước khi xảy ra hư hỏng nặng có thể cho phép chúng được tái sản xuất. Điều này có thể khôi phục vòng bi về tình trạng “như mới”, giảm chi phí bảo trì và tác động đến môi trường (hình 19).
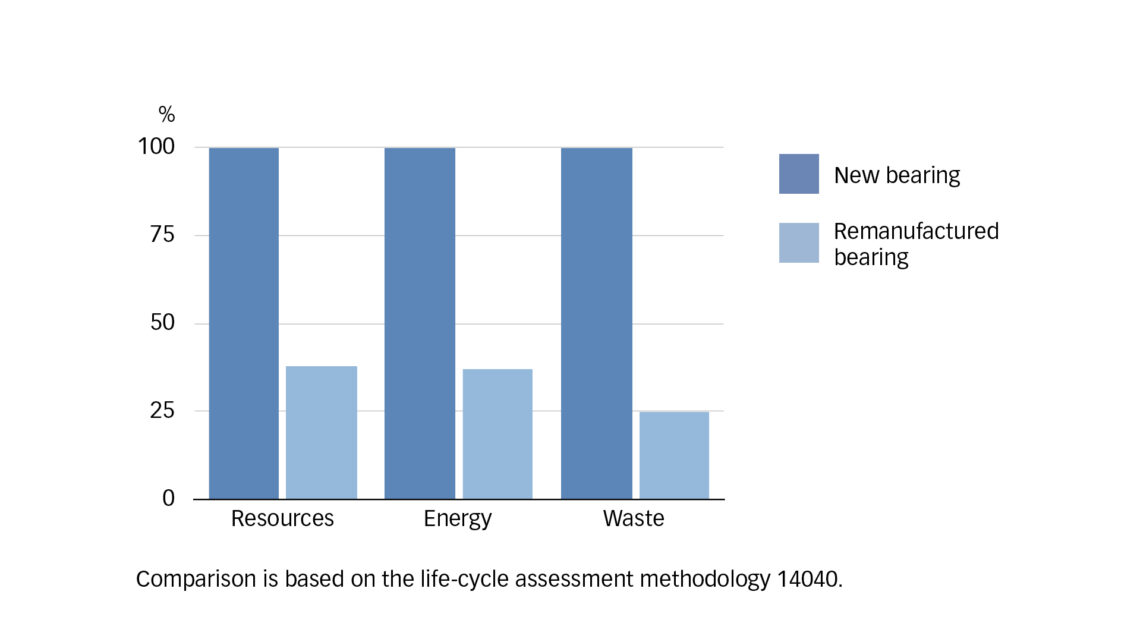
Hình 19: So sánh về môi trường giữa ổ lăn tái sản xuất và ổ lăn mới.
Các chế độ lỗi phổ biến nhất
Dữ liệu 1 của SKF xác định năm chế độ hư hỏng ISO phổ biến nhất là mài mòn (26%), mỏi bề mặt bắt đầu (16%), ăn mòn do ẩm (14%), mòn keo (7%) và xói mòn rò rỉ hiện tại (7%) ( Hình 20). Các dạng hư hỏng này đại diện cho khoảng 70% của tất cả các dạng hỏng được xác định trong các cuộc điều tra vòng bi, mặc dù sự ăn mòn đáng lo ngại được nhìn thấy trong hầu hết các vòng bi, ngay cả khi bản chất là nhỏ. Các chế độ lỗi ISO khác được quan sát thấy nhưng ở mức độ thấp hơn.
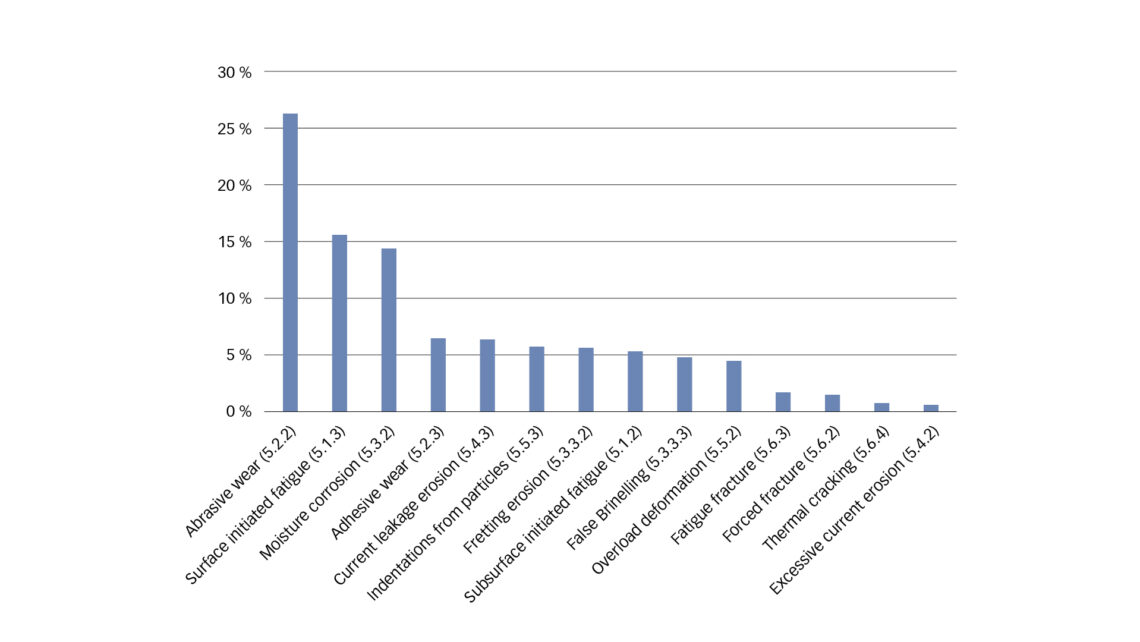
Hình 20: Các chế độ lỗi ISO phổ biến nhất. 1
Công cụ báo cáo phân tích vòng bi SKF (BART)
Phần mềm SKF BART được triển khai cho các kỹ sư của SKF và hiện đã có sẵn cho khách hàng của SKF. Khách hàng được đào tạo cơ bản về kiến thức vòng bi, kỹ thuật kiểm tra vòng bi và sử dụng phần mềm SKF BART. Khách hàng làm việc chặt chẽ với kỹ sư hoặc chuyên gia ứng dụng SKF để hoàn thành báo cáo kiểm tra. Báo cáo Kiểm tra BART được phê duyệt bởi chuyên gia SKF. Việc kiểm tra có thể cho thấy liệu vòng bi có nên được thay thế, có thể được sử dụng lại hay không, có khả năng tái sản xuất hay phải loại bỏ. Nó cũng có thể được sử dụng để ghi lại việc kiểm tra một ổ trục mới trước khi nó được đưa vào sử dụng. Điều này có thể hữu ích nếu vòng bi đã được lưu trữ trong một thời gian dài.
Nếu cần, kỹ sư ứng dụng SKF có thể thực hiện phân tích hư hỏng toàn bộ ổ trục để đưa ra các khuyến nghị cải thiện độ tin cậy. Các kỹ sư SKF có thể sử dụng trí thông minh nhân tạo (AI) [Tham khảo. 3] để tăng cường phân tích hư hỏng ổ trục của chúng. AI sử dụng một hệ thống thị giác máy tính có thể đánh giá thiệt hại của ổ đỡ bằng cách sử dụng các bức ảnh kỹ thuật số. Hệ thống sử dụng trí thông minh nhân tạo dưới dạng thuật toán nhận dạng hình ảnh mạng nơ-ron đã được đào tạo bằng cách sử dụng hàng nghìn hình ảnh của các ổ trục bị hư hỏng từ kho lưu trữ của SKF.
Bản tóm tắt
Tóm lại, tiêu chuẩn ISO 15243 rất hữu ích để phân loại các dạng hư hỏng của ổ lăn đã hoạt động trong tài sản và có thể hữu ích để xác định các nguyên nhân hỏng hóc. Bằng cách tự làm quen với các dạng hỏng ổ trục phổ biến và nguyên nhân của chúng, người ta có thể thực hiện các hành động khắc phục để tránh lặp lại các lỗi. Điều này có thể làm giảm đáng kể nguy cơ thất bại ngoài kế hoạch và thảm khốc, đồng thời có khả năng cải thiện độ tin cậy và tính sẵn có của tài sản. Vòng bi bị loại bỏ khỏi hoạt động vì lý do bảo trì có thể được kiểm tra để sử dụng lại hoặc có thể để tái sản xuất.
Dữ liệu về nguyên nhân và chế độ hỏng vòng bi cũng như các dữ liệu liên quan khác đang được thu thập để hiểu rõ hơn về hoạt động của vòng bi. Phần mềm SKF BART được SKF sử dụng và có sẵn cho khách hàng để thực hiện các báo cáo kiểm tra và phân tích hư hỏng ổ trục.
Để mua được Vòng bi chính hãng: Quý khách hàng liên hệ với đại lý SKF tại Hà Nội
Công ty CP Thương mại và Công nghệ TST Việt Nam
Số 11/68 đường Trung kính, Cầu Giấy, Hà Nội
Email: [email protected]
Mobile: 0988920565